
 7 minuti
7 minuti 

Terminate le fasi preliminari, il primo approccio e la progettazione, è tempo di sporcarsi le mani e di dare forma al telaio su misura, trasformandolo da un disegno su carta a un prodotto finito. Per farlo ci sono step precisi da seguire e per capirne di più seguiremo i passi di Doriano all’interno della sua officina.
Indice
• Preparazione dei tubi
• Assemblaggio in dima e controllo
• Saldatura del telaio
Preparazione dei tubi

tubi pronti per essere sgolati
Una volta che il disegno finale è stato approvato dal cliente, il telaista ordina il set di tubi, che arriva con le dimensioni, i diametri e le pieghe definite ma con lunghezze non corrette.

sgolatura a macchina con fresa a tazza
I tubi infatti vanno sgolati, ovvero sagomati a macchina e a mano per riportarli alla lunghezza del disegno e per creare un accoppiamento perfetto tra loro. Questa fase, mi racconta Doriano, è molto più impegnativa rispetto al passato, poiché prima, grazie all’uso di congiunzioni da brasare, le tolleranze di lavoro erano più elevate e se si sbagliava di poco la lunghezza del tubo c’era la congiunzione a coprire l’errore. Oggi, con i tubi accoppiati e saldati tra loro con la tecnologia TIG, le tolleranze si sono abbassate e la precisione deve essere centesimale.

sgolatura a lima. Ci vuole una bella manualità
Per questo i tubi vengono lavorati prima a macchina per effettuare una sgrossatura che li porti alle dimensioni corrette ma il lavoro di fino si effettua a mano, con la lima.

I tubi sono accoppiati sulla dima
L’accoppiamento tra i tubi deve essere molto preciso, poiché eventuali spazi vuoti inficieranno sulla qualità della saldatura.
Assemblaggio in dima e controllo

La misurazione della posizione dei tubi
I vari tubi, preparati e sgolati, vengono messi in dima. Si tratta di una macchina con dei fermi, delle guide regolabili e dei riscontri, che permettono di assemblare i vari tubi creando la forma finita del telaio. I tubi si montano nelle vari posizioni, facendoli combaciare tra loro e regolando angoli, altezza e posizioni e controllando i riscontri graduati sulle guide scorrevoli.

il controllo è una fase molto importante
Una volta che il telaio è assemblato sulla dima, si procede al controllo dimensionale. “Quello che ho qui” mi dice Doriano indicandomi il disegno di un telaio “lo devo ritrovare perfettamente identico sulla dima”. Comincia così una complicata sequenza di misure, effettuate utilizzando calibri, riscontri, piombi e metro, per controllare ciascuna misura del telaio, affinché tutte le proporzioni siano state rispettate. “Non ci devono essere spazi vuoti tra i tubi” prosegue Doriano “per questo se mi accorgo che l’accoppiamento tra i tubi non è corretto, smonto, sgolo con la lima e ricontrollo fino a che non sono soddisfatto”.

bacchette per saldatura a TIG
Solo quando si è perfettamente sicuri della geometria si procede a “puntare il telaio”, ovvero a fissare tra loro i tubi con un leggero punto di saldatura.

Doriano prepara la macchina per saldare a TIG
Doriano prende la torcia del TIG e una bacchetta per l’apporto del materiale e ne fa sciogliere una goccia sui punti di congiunzione tra i tubi: in questo modo sono uniti tra loro in modo non definitivo e si potrà eventualmente staccare il punto per apportare correzioni.

Il tubo è stato puntato
Infatti, dopo aver puntato tutto il telaio, Doriano lo stacca dalla dima e lo mette sul piano di riscontro, dove effettua un nuovo controllo delle dimensioni e dei parallelismi tra i tubi.
Saldatura del telaio
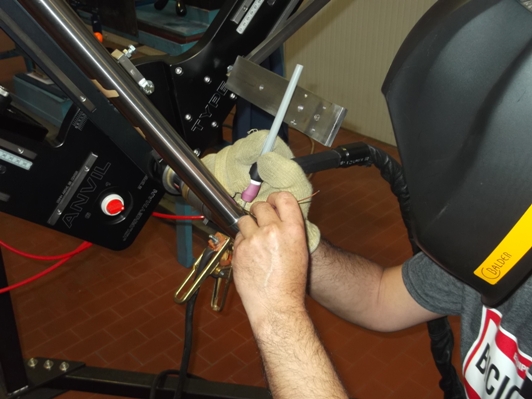
Doriano si mette all’opera
Si procede così alla parte più affascinante (almeno per me lo è stato) di tutta la costruzione di un telaio su misura: la saldatura. Doriano riposiziona il telaio sulla dima e prepara la torcia per la saldatura TIG e le bacchette di apporto.

Un breve ripasso: la saldatura TIG (Tungsten Inert Gas) avviene facendo scattare un arco elettrico tra l’elettrodo in tungsteno all’interno della torcia e il materiale da saldare. La scintilla è protetta dall’influenza dell’ossigeno attraverso l’utilizzo di un gas inerte, l’argon, che fuoriesce dalla torcia, creando così una campana protettiva.

Ho voluto dare quest’infarinatura tecnica perché Doriano, durante le fasi di saldatura, non solo utilizza la campana di Argon creata dalla torcia, bensì immette dell’altro Argon anche all’interno dei tubi del telaio, per ottenere una protezione completa. Infatti la dima è dotata di attacchi rapidi per il collegamento alla bombola dell’Argon, la stessa che utilizza per alimentare la torcia.

Durante la saldatura del telaio bisogna far fronte a due problemi: la temprabilità dell’acciaio e i ritiri di saldatura. Il primo problema è il seguente: quando saldiamo a TIG raggiungiamo una temperatura molto elevata, in grado di far fondere il materiale d’apporto, scaldando tutta la zona interessata.

Durante il raffreddamento l’acciaio si tempra, ovvero modifica la sua struttura cristallina molecolare, acquistando durezza e tenacità. Di contro però è più fragile e le saldatura possono criccare. Per questo bisogna far sì che il calore indotto con la saldatura non sia così elevato da far scattare il processo di tempra, che abbatterebbe le caratteristiche meccaniche del telaio. E qui, ve lo dico per averlo visto, serve un’ottima manualità, la classica “malizia” di chi ha sbattuto il naso contro un problema.

La scatola del movimento centrale puntata e pronta per la saldatura finale
Il secondo aspetto è dovuto ai ritiri per saldatura. Chiunque abbia avuto a che fare con materiali acciaiosi sa che “la saldatura tira”, ovevro crea degli scompensi termici che tendono a far dilatare il materiale. Viene da sé che si tratta di una situazione disastrosa per un telaista, poiché scompaginerebbe tutti gli allineamenti e i parallelismi.

il banco da saldatore
Il controllo degli allineamenti è un lavoro certosino, che va fatto per ogni saldatura. “Per saldare un telaio ci vuole un giorno di lavoro dedicato solo a quello, senza staccarsi per fare altro”.
Una volta che il telaio è stato saldato completamente, Doriano effettua un ulteriore controllo delle misure, dei parallelismi e allineamenti. Il controllo delle misure è forse l’impegno più importante per un telaista, che deve sempre tenere sott’occhio le dimensioni, i ritiri di saldatura e i disallineamenti dovuti alle lavorazioni.

Saldobrasatura degli helicoil per il portaborraccia
Per questo è necessario possedere un’ottima conoscenza della metrologia d’officina e tenere sempre in mente che il risultato finale deve essere un telaio conforme al disegno. “Un ottimo saldatore non è necessariamente un bravo telaista”, conferma Doriano, poiché la saldatura è solo un aspetto dell’intero procedimento.

telai appesi in officina, pronti per andare in verniciatura
Una volta effettuata la verifica dimensionale, il telaio è pronto per essere mandato in verniciatura ed essere consegnato al cliente.

Articolo realizzato con il supporto tecnico di Bixxis srl “Biciclette italiane per il ventunesimo secolo”.
Sito web
Pagina Facebook





















I commenti che non rispettano queste linee guida potranno non essere pubblicati